



Προδιαγραφές μούχλας
|
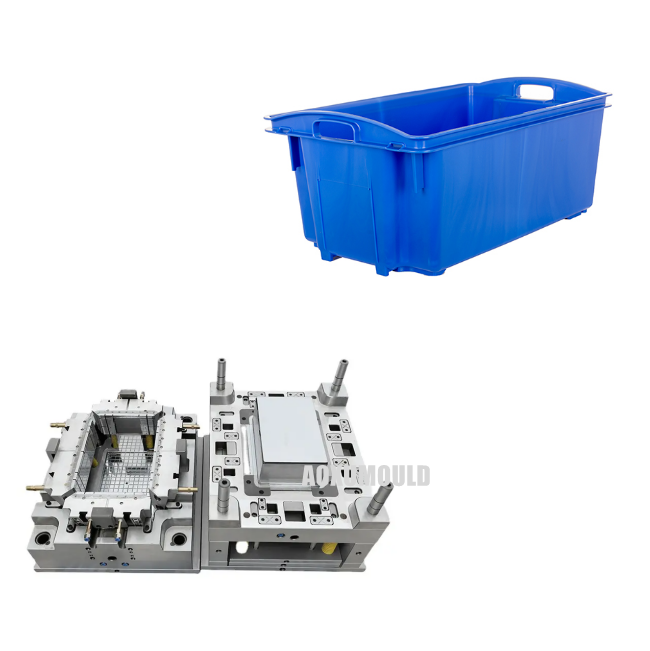
Όνομα καλουπιού |
Πλαστικό καλούπι ψαριών |
|
Υλικό προϊόντος |
Ανακυκλώσιμο Πολυαιθυλένιο Υψηλής Πυκνότητας |
|
Μέγεθος προϊόντος |
711 x 438 x 313mm |
|
Βάρος προϊόντος |
3100γραμμάρια |
|
Χωρητικότητα προϊόντος |
55 λίτρο |
|
Υλικό μούχλα για κοιλότητα &. Πυρήνας |
P20/718H/2738 |
|
Ακρίβεια |
1 κοιλότητα |
|
Σύστημα έγχυσης |
Καυτός δρομέας |
|
Κατάλληλη μηχανή έγχυσης |
680T |
|
Μέγεθος μούχλα |
1250x880x720mm |
|
Βάρος μούχλα |
6200 κιλά |
|
Διάρκεια ζωής |
Περισσότεροι από 500, 000 PCS |
|
Χρόνος παράδοσης |
45 ημέρες |
Πώς να σχεδιάσετε ένα καλούπι ψαριών;

Είναι απαραίτητο να ληφθούν υπόψη πολλοί παράγοντες όπως η δομή του προϊόντος, τα χαρακτηριστικά υλικού, η διαδικασία χύτευσης και η διάρκεια ζωής των καλουπιών κατά το σχεδιασμό του καλουπιού με έγχυση πλαστικών κιβωτίων. Εδώ είναι τα βασικά βήματα και οι εκτιμήσεις του σχεδιασμού:
1. Δομή προϊόντος και ανάλυση σχεδιασμού καλουπιών
Μέγεθος και πάχος τοίχου: Τα κιβώτια είναι συνήθως μεγάλα (όπως κιβώτια ψαριών, κιβώτια εφοδιαστικής, κιβώτια αποθήκευσης), είναι απαραίτητο να διασφαλιστεί ότι η αντοχή της κοιλότητας είναι επαρκής, το πάχος του τοιχώματος είναι ομοιόμορφο (γενικά 2.
Ενίσχυση των ράβδων και της λειτουργικής δομής: Κατά το σχεδιασμό ενισχυτικών ράβδων (πάχος μικρότερο ή ίσο με το 50% του κύριου πάχους τοιχώματος), τις υποδοχές στοίβαξης, τις λαβές κλπ.
Επιλογή επιφάνειας χωρισμού:
Χωρισμός κατά μήκος του μέγιστου προφίλ του κιβωτίου για να αποφευχθεί η αντίστροφη πόρπη.
Η γραμμή διαχωρισμού είναι κρυμμένη όσο το δυνατόν περισσότερο στην επιφάνεια μη εμφάνισης (όπως το κάτω μέρος ή η άκρη του κιβωτίου) για να μειώσει την επίδραση του φλας στην εμφάνιση.
2. Σχεδιασμός συστήματος πύλης
Τύπος πύλης:
Πλευρική πύλη: Κατάλληλο για μικρά και μεσαίου μεγέθους κιβώτια, χαμηλό κόστος, αλλά πρέπει να κόβουν χειροκίνητα την πύλη.
Λανθάνουσα πύλη: αυτόματη απομάκρυνση, κατάλληλη για αυτοματοποιημένη παραγωγή.
Hot Runner πολλαπλών σημείων: Τα μεγάλα κιβώτια ψαριών χρησιμοποιούνται συνήθως για τη μείωση του χρόνου πλήρωσης και τη μείωση των σημείων συγκόλλησης (όπως η συμμετρική κόλληση στις τέσσερις γωνίες του κιβωτίου).
Ισορροπία καναλιού ροής: Η συμμετρική διάταξη χρησιμοποιείται για να εξασφαλιστεί ότι το τήγμα είναι ομοιόμορφα γεμάτο και αποφεύγει τη στρέβλωση (όπως το κανάλι ροής σχήματος Η).
Κρύο τροφοδοσίας καλά: Ρυθμίστε στο τέλος του κύριου ρεύματος για να αποφύγετε την εμπλοκή της κρύου τροφοδοσίας.
3. Σχεδιασμός συστήματος ψύξης

Ακολουθήστε το σχήμα της πλωτής οδού: Ρυθμίστε τους σωλήνες ψύξης κατά μήκος του προφίλ του δοχείου, ειδικά για βαθιές κοιλότητες και ενισχυμένες περιοχές (όπως τα πλευρικά τοιχώματα και το κάτω μέρος του δοχείου).
Έλεγχος θερμοκρασίας ζώνης: Οι περιοχές με παχύ τοίχωμα (όπως η ρίζα της λαβής) ενισχύουν την ψύξη για να αποφευχθεί η ανομοιόμορφη συστολή.
Επιλογή υλικού: κράμα χαλκού ή ένθετα χαλκού βηρύλλου για τοπική αποτελεσματική ψύξη.
4.
Κορυφαία διάταξη ράβδου:
Ανεξάρτητα κατανεμημένα στα κάτω και πλευρικά τοιχώματα του κιβωτίου για να αποφευχθεί η παραμόρφωση της εξώθησης.
Η διάμετρος της ράβδου εκτοξευτήρα είναι μεγαλύτερη ή ίση με φ5mm (φ 8-12 mm για μεγάλα πλαίσια κύκλου εργασιών) και ο αριθμός καθορίζεται σύμφωνα με την προβλεπόμενη περιοχή.
Εξόρυξη με αέριο: Το κιβώτιο κύκλου εργασιών βαθιάς κοιλότητας μπορεί να εξοπλιστεί με βοηθητική εκτόξευση βαλβίδας αέρα.
Απελευθέρωση κλίσης: εσωτερική κλίση μεγαλύτερη ή ίση με 1 βαθμό, εξωτερική κλίση τοιχώματος 0.
5. Σχεδιασμός συστήματος εξάτμισης
Groove εξάτμισης: Ρυθμίστε την επιφάνεια χωρισμού, την οπή εκτόξευσης και το κενό εισαγάγετε, το βάθος 0 02-0. 04mm (υλικό PP).
Εξαερισμός κενού: Εξαργείων χαλύβδινου ή εξαερισμού είναι διαθέσιμα για περιοχές βαθιάς κοιλότητας.
6. Δομή μούχλας και επιλογή υλικού
Υλικό καλούπι: Προ-σκληρός χάλυβας (όπως P20/718H), πάχος προτύπου μεγαλύτερο ή ίσο με 300mm (μεγάλο καλούπι).
Κοιλότητα/πυρήνα: Υλικό υψηλής σκληρότητας (π.χ. S136, NAK8 0), επιφανειακή γυαλισμένη σε RA0.2μm ή λιγότερο.
Οδηγός και κλειδώματος μούχλας: Προσθέστε κωνική μπλοκ τοποθέτησης και κεκλιμένη στήλη οδηγού για να εξασφαλίσετε την ακρίβεια κλεισίματος μούχλας.
7. Δοκιμή και βελτιστοποίηση
Παράμετροι διεργασίας: έγχυση βήματος (πρώτα αργή και στη συνέχεια γρήγορα), παρατεταμένος χρόνος συγκράτησης πίεσης (αποζημίωση για συρρίκνωση).
Επίλυση προβλημάτων:
Συγκύλη: Αυξήστε την πίεση συγκράτησης ή ρυθμίστε τη θέση της πύλης.
ΣΗΜΕΙΩΣΕΙΣ ΣΥΜΒΟΥΛΗΣ: Βελτιστοποιήστε τον αριθμό των πύλων ή αυξήστε τη θερμοκρασία τήγματος.
Παραμόρφωση: Ρυθμίστε την πλωτή οδό ψύξης ή προσθέστε στήλη υποστήριξης.
Τι είδους χάλυβα για πλαστικό καλούπι ψαριών;
Η επιλογή του χάλυβα για το πλαστικό καλούπι ψαριών θα πρέπει να εξετάζει διεξοδικά τους παράγοντες όπως η διάρκεια ζωής, η απόδοση επεξεργασίας, η αντοχή στη διάβρωση, οι απαιτήσεις στίλβου και το κόστος. Τα παρακάτω είναι μια περίληψη των συνήθως χρησιμοποιούμενων χάλυβες και τα σενάρια εφαρμογής τους:

1.
- Τυπικές βαθμίδες: P20 (3CR2MO), 718H (τροποποιημένο P20), NAK80 (Tatsu, Ιαπωνία)
- Χαρακτηριστικά:
-P20: σκληρότητα HRC 30-35, εύκολη επεξεργασία, χαμηλό κόστος, κατάλληλο για παραγωγή μικρής και μεσαίου μεγέθους.
-718 H: υψηλότερη σκληρότητα (HRC 35-40), καλύτερη αντοχή στη φθορά και σκληρότητα από το P20, κατάλληλο για σύνθετες δομές ή υψηλές απαιτήσεις ζωής.
-Nak80: Προ-σκληρή κατάσταση (HRC 37-43), εξαιρετική απόδοση στίλβωσης καθρέφτη, κατάλληλη για υψηλές επιφανειακές απαιτήσεις (όπως διαφανή κιβώτια ψαριών).
-Σενάριο εφαρμογής: συνηθισμένο πλαστικό κιβώτιο ψαριών (υλικό PP/PE), χωρίς πρόσθετη θερμική επεξεργασία, κατάλληλη για μικρά καλούπια μικρού και μεσαίου μεγέθους.
2. Ανοξείδωτο χάλυβα ανθεκτικό στη διάβρωση
- Τυπική βαθμολογία: 420 (4CR13), S136 (Assab), HPM38 (Hitachi)
- Χαρακτηριστικά:
- 420: καλή αντίσταση στη διάβρωση, σκληρότητα HRC 48-52 (απαιτείται θερμική επεξεργασία), κατάλληλη για υγρά ή αλμυρά περιβάλλοντα (όπως υδρόβια φυτά επεξεργασίας).
- S136: ανοξείδωτο χάλυβα υψηλής καθαρότητας, εξαιρετική αντοχή στη διάβρωση, εξαιρετική απόδοση στίλβωσης, κατάλληλη για μακροχρόνια επαφή με καλούπια νερού.
- Σενάριο εφαρμογής: καλούπι ψαριών με υψηλή υγρασία, επαφή με θαλασσινό νερό ή συχνό καθαρισμό.
3. Υψηλή φθορά Hot Work Steel
- Τυπική ποιότητα: H13 (4cr5mosiv1)
- Χαρακτηριστικά:
- Αντίσταση υψηλής θερμοκρασίας (άνω των 500 μοιρών), εξαιρετική αντίσταση φθοράς, κατάλληλη για χύτευση με έγχυση υψηλής ταχύτητας ή συχνές καλούπες θέρμανσης/ψύξης.
- Χρειάζεστε θερμική επεξεργασία (σκληρότητα HRC 45-50), υψηλό κόστος.
- Σενάριο εφαρμογής: Μαζική παραγωγή ή που περιέχει ενισχυμένα με γυάλινες ίνες (όπως ενισχυμένο κιβώτιο ψαριών PP).
4. Οικονομικός ανθρακούχος χάλυβα
- Τυπική ποιότητα: 45# χάλυβα, S50C
- Χαρακτηριστικά:
-Αυρό κόστος, αλλά κακή αντοχή στη φθορά και τη διάβρωση, που απαιτεί επιφανειακή επεξεργασία (όπως η επίστρωση του χρωμίου, η νιτροποίηση).
- Κατάλληλο για μικρή δοκιμαστική παραγωγή παρτίδας ή καλούπι χαμηλής ακρίβειας.
- Εφαρμοστέα σενάρια: Προσωρινά καλούπια ή σενάρια χαμηλού προϋπολογισμού.
Προτάσεις επιλογής υλικού
1. Το συνηθισμένο κιβώτιο ψαριών (PP/PE, μικρή και μεσαία παρτίδα): P20 ή 718h προτιμάται, λαμβάνοντας υπόψη το κόστος και τη ζωή.
2. Υψηλή αντίσταση διάβρωσης: Επιλέξτε 420 ή S136 ανοξείδωτο χάλυβα για να αποφύγετε τη σκουριά που επηρεάζει τη διάρκεια ζωής του καλουπιού.
3. Υψηλής επιφάνειας φινίρισμα: NAK80 ή S136, για να διασφαλιστεί ότι η εμφάνιση του κιβωτίου ψαριών είναι άψογη.
4. Παραγωγή μεγάλης παρτίδας: H13 ή χαλύβδινη εργαλεία υψηλής σκληρότητας (όπως D2), βελτιώστε την αντίσταση στη φθορά.
5. Παραγωγή δοκιμής χαμηλού κόστους: 45# χαλύβδινη επεξεργασία επιφάνειας.
- Σχεδιασμός συστήματος ψύξης: Η θερμική αγωγιμότητα του χάλυβα επηρεάζει την αποτελεσματικότητα της ένεσης, τα ένθετα H13 και κράμα χαλκού βελτιστοποιούν την ψύξη.
-Με μέγεθος: Τα καλούπια μεγάλου μεγέθους πρέπει να επιλέξουν χάλυβα με καλή σκληρότητα (όπως 718h) για να αποφευχθεί η παραμόρφωση της θερμικής επεξεργασίας.
-Τεχνολογία επεξεργασίας: Ο προ-σκληρός χάλυβας μπορεί να υποβληθεί σε επεξεργασία άμεσα και άλλοι χάλυβες πρέπει να διατηρήσουν το επίδομα θερμικής επεξεργασίας.
Συνιστάται η διεξαγωγή σε βάθος επικοινωνία με τους προμηθευτές καλουπιών σύμφωνα με τις πραγματικές ανάγκες παραγωγής (παραγωγή, πλαστικό τύπο, περιβαλλοντικές συνθήκες) και διεξάγεται δοκιμή απόδοσης χάλυβα, εάν είναι απαραίτητο.
ΠωςTo EνόσοςTαυτόςΜούχλα με μεγάλη διάρκεια ζωής;
Για να εξασφαλιστεί η διάρκεια ζωής του καλουπιού με έγχυση, είναι απαραίτητο να πραγματοποιηθεί ολοκληρωμένη διαχείριση από το σχεδιασμό, την κατασκευή, τη χρήση, τη συντήρηση και άλλους συνδέσμους. Ακολουθούν μερικά βασικά μέτρα:
1. Επιλογή υλικού μούχλας
- Χάλυβα Die: Επιλέξτε χάλυβα με υψηλή αντοχή στη φθορά, υψηλή ανθεκτικότητα και αντοχή στη διάβρωση σύμφωνα με τις απαιτήσεις του προϊόντος (όπως H13, S136, NAK80, P20 κ.λπ.).
- Αντιστοίχιση υλικών: Λαμβάνοντας υπόψη τα χαρακτηριστικά των υλικών έγχυσης (όπως πλαστικά καλούπια που περιέχουν γυάλινες ίνες που είναι εύκολο να φορέσουν), επιλέξτε χάλυβα μούχλας με υψηλότερη σκληρότητα ή καλύτερη επεξεργασία επιφάνειας.
2. Λίγο σχεδιασμό καλουπιών
- Δομική βελτιστοποίηση: Αποφύγετε τις αιχμηρές γωνίες ή το λεπτό σχέδιο τοίχου για να μειώσετε τη συγκέντρωση του στρες. Ορθολογικός σχεδιασμός της απομάκρυνσης για τη μείωση της αντοχής της απομάκρυνσης.
- Σύστημα ψύξης: Ομοιόμορφη διάταξη καναλιού ψύξης για να αποφευχθεί η τοπική υπερθέρμανση με αποτέλεσμα τη θερμική κόπωση ή την παραμόρφωση.
- Κανάλι ροής και σχεδιασμός εξάτμισης: Μειώστε την αντίσταση ροής του λιωμένου πλαστικού, ρυθμίστε τη δεξαμενή εξάτμισης λογικά για να αποφύγετε το παγιδευμένο αέριο ή την καύση.
- Η επιφάνεια διαχωρισμού και η ακρίβεια αντιστοίχισης: Για να διασφαλιστεί ότι η επιφάνεια διαχωρισμού είναι ομαλή, μούχλα, θόρυβο και άλλα μέρη του χάσματος συντονισμού είναι λογικό, μειώστε τη φθορά.
3. Διαδικασία παραγωγής ακριβείας
- Διαδικασία θερμικής επεξεργασίας: Μέσω της απόσβεσης, της σκλήρυνσης και άλλων διεργασιών για τη βελτίωση της σκληρότητας και της σκληρότητας του καλουπιού.
-Πθεραπεία θεραπεία: νιτρίδωση, επικάλυψη χρωμίου, επίστρωση PVD (όπως κασσίτερο, tialn) και άλλες τεχνολογίες για την ενίσχυση της σκληρότητας της επιφάνειας και της αντοχής στη διάβρωση.
- Ακρίβεια κατεργασίας: Βεβαιωθείτε ότι η ακρίβεια διαστάσεων και το φινίρισμα των τμημάτων του καλουπιού (όπως η στίλβωση καθρέφτη), η μείωση του κινδύνου τριβής και μούχλας.
4. Τυπική λειτουργία
- Βελτιστοποίηση παραμέτρων χύτευσης με έγχυση:
- Έλεγχος θερμοκρασίας: Ρυθμίστε λογικά τη θερμοκρασία του κυλίνδρου και τη θερμοκρασία του καλουπιού για να αποφύγετε τη θερμική τάση που προκαλείται από πολύ υψηλή ή πολύ χαμηλή.
- Πίεση και ταχύτητα: Μειώστε την πίεση έγχυσης και την ταχύτητα για να μειώσετε το φορτίο κρούσης.
-Χρόνος συγκράτησης και ψύξης: Ρυθμίστε λογικά τον χρόνο συγκράτησης πίεσης για να αποφύγετε την υπερπήδηση. Εξασφαλίστε επαρκή ψύξη πριν ανοίξετε το καλούπι.
-Αυτός υπερφόρτωση: Η παραγωγή υπερφόρτωσης απαγορεύεται (όπως η υπέρβαση της δύναμης σύσφιξης ή του ορίου όγκου έγχυσης).

5. Τακτική συντήρηση και συντήρηση
- Καθαρισμός και πρόληψη σκουριάς:
- Καθαρίστε το υπολειμματικό πλαστικό και το λάδι μετά από κάθε παραγωγή για να αποφύγετε τη διάβρωση.
-Εφαρμόστε το αντι-πολτημόριο πετρέλαιο κατά τη διάρκεια μακροπρόθεσμης αχρηστίας και συνεχίστε να σφραγιστείτε.
- Διαχείριση λίπανσης: Προσθέστε τακτικά λίπος υψηλής θερμοκρασίας σε κινούμενα μέρη, όπως το thimble, το slide και το post guide.
- Ελέγξτε και επισκευάστε:
- Ελέγξτε τακτικά τη φθορά της επιφάνειας μούχλας, τις ρωγμές ή τη σκουριά, επισκευάστε μικρές ζημιές στο χρόνο.
- Αντικατάσταση ή ανακαίνιση των βαριά φθαρμένων τμημάτων όπως τα thimbles και τα ένθετα.
6. Έλεγχος περιβάλλοντος παραγωγής
- Διαχείριση θερμοκρασίας και υγρασίας: Αποφύγετε τη σκουριά μούχλας σε υγρό περιβάλλον.
- Καθαρίστε τις πρώτες ύλες: Βεβαιωθείτε ότι οι πλαστικές πρώτες ύλες είναι απαλλαγμένες από ακαθαρσίες (όπως μεταλλικά σωματίδια, σκόνη) για να αποφευχθεί η ξύσιμο του καλουπιού.
- Προδιαγραφές λειτουργίας: Οι φορείς εκμετάλλευσης τρένων για να χρησιμοποιούν σωστά καλούπια για να αποφευχθεί η βίαιη απομάκρυνση ή σύγκρουση.
7. Παρακολούθηση μούχλας και διαχείριση ζωής
- Αριθμός αρχείων χρήσης: Στατιστικοί χρόνοι χύτευσης μούχλα, προβλέπουν κύκλο ζωής.
- Τακτική επιθεώρηση: Χρησιμοποιήστε υπερηχητικό, μικροσκόπιο και άλλα εργαλεία για την ανίχνευση εσωτερικών ρωγμών ή κόπωσης.
-Επίξτε διαχείριση εξαρτημάτων: Προετοιμάστε εκ των προτέρων τα εξαρτήματα (όπως τα ένθετα, τα thimbles) για να συντομεύσετε το χρόνο διακοπής συντήρησης.
8. Αντιμετωπίστε ειδικές καταστάσεις
- Υψηλά διαβρωτικά υλικά: Χρησιμοποιήστε χάλυβα ανθεκτικό στη διάβρωση (όπως S316) ή προσθέστε επικάλυψη επιφάνειας.
- Υλικό υαλοπίνακας: Η χρήση του χάλυβα υψηλότερης σκληρότητας και ενισχύει την επιφανειακή επεξεργασία (όπως σκληρή επικάλυψη).
Ο πυρήνας της επέκτασης της ζωής των καλουπιών με έγχυση είναι:
Υλικό υψηλής ποιότητας + επιστημονικός σχεδιασμός
✅ Precision Manufacturing + Πρότυπη χρήση
✅regular συντήρηση + προληπτική διαχείριση
Μέσω της συστηματικής διαχείρισης του κύκλου ζωής, η διάρκεια ζωής μπορεί να βελτιωθεί σημαντικά και το κόστος παραγωγής να μειωθεί.
Μούχλα εξαρτήματα
Μούχλα χάλυβα

Σύστημα καυτού δρομέα

Τυποποιημένα μέρη

ΠωςTo CουδέθιA SσυνηθισμένοςIνιφάδαMπαλιομοδίτικοςMαχίνηFήTαυτόςΚιβώτιο ψαριών MouLD?

Η επιλογή της σωστής μηχανής χύτευσης με έγχυση για το καλούπι κιβωτίου απαιτεί μια ολοκληρωμένη αξιολόγηση του μεγέθους του καλουπιού, των υλικών προϊόντων, της απόδοσης της παραγωγής και της απόδοσης του εξοπλισμού. Εδώ είναι τα βασικά βήματα και πώς να επιλέξετε παραμέτρους:
1. Υπολογισμός παραμέτρων πυρήνα
(1) Δύναμη σύσφιξης
Η δύναμη κλειδώματος μούχλα είναι η κύρια παράμετρος της επιλογής μηχανής χύτευσης με έγχυση, η οποία πρέπει να καλύψει την πίεση τήγματος στην επιφάνεια διαχωρισμού του καλουπιού:
Δύναμη σύσφιξης (τόνοι)=Προβλεπόμενη περιοχή (CM²) \ Times Material Pressure (MPa) \ Div 1000 \]
- Προβλεπόμενη περιοχή: Η μέγιστη οριζόντια προβλεπόμενη περιοχή (μήκος × πλάτος) του πλαισίου κύκλου εργασιών + η περιοχή του συστήματος χύσης.
-Μετατική πίεση: Σύμφωνα με την επιλογή υλικού (το PP/HDPE συνήθως παίρνει 30-50 MPa, βαθιά κοιλότητα ή λεπτό τοίχωμα παίρνει το ανώτερο όριο).
Παραδείγματα:
Το μέγεθος του κιβωτίου είναι 500 × 400mm και η περιοχή του συστήματος χύσης είναι περίπου 10%
Προβλεπόμενη περιοχή=(50cm × 40cm) × 1. 1=2200 cm2
Δύναμη σύσφιξης=2200 × 50/1000=110 τόνοι (πρέπει να επιλέξετε μεγαλύτερη ή ίση με 120 τόνους μοντέλων)
(2) Βάρος πυροβολισμού
Ο θεωρητικός όγκος έγχυσης της μηχανής χύτευσης με έγχυση πρέπει να καλύψει το συνολικό βάρος του "προϊόντος + δρομέας": όγκος έγχυσης (g) μεγαλύτερος ή ίσος με το βάρος του προϊόντος \ φορές 1,5 \
Πυκνότητα υλικού: pp περίπου {{0}}.
- Παράγοντας ασφαλείας: Γενικά 1 5-2.
Παραδείγματα:
Κιβώτιο κύκλου εργασιών καθαρό βάρος 1500g, βάρος δρομέα 200g, συνολικό βάρος 1700g
Ο όγκος θεωρητικής έγχυσης μεγαλύτερος ή ίσος με 1700 × 1 5=2550 G (πρέπει να επιλέξετε τον όγκο έγχυσης μεγαλύτερος ή ίσος με μοντέλο 3000G)
(3) Διάμετρος βιδών και εγκεφαλικό επεισόδιο
- Διάμετρος βιδών: επηρεάζοντας την ταχύτητα πλαστικοποίησης και την πίεση, η βίδα μεγάλης διαμέτρου είναι κατάλληλη για τα παχιά προϊόντα τοίχου (κουτί κύκλο εργασιών που χρησιμοποιούνται συνήθως φ 60-90 mm).
- εγκεφαλικό επεισόδιο έγχυσης: Για να συναντήσετε το ποσό πλήρωσης τήγματος, το εγκεφαλικό επεισόδιο μεγαλύτερο ή ίσο με 4 φορές το πάχος του προϊόντος (το κιβώτιο κύκλου εργασιών βαθιάς κοιλότητας χρειάζεται μεγαλύτερη διαδρομή).
2.
(1) Μέγεθος και μέτρο προτύπου
- Μέγεθος προτύπου: Το πρότυπο μηχανής χύτευσης με έγχυση πρέπει να είναι σε θέση να εγκαταστήσει μούχλα (μήκος × πλάτος μικρότερο ή ίσο με το μέγεθος του προτύπου).
- Πάχος μούχλας: Το ύψος κλεισίματος μούχλας πρέπει να είναι εντός της ελάχιστης - μέγιστης κλίμακας πάχους μούχλας της μηχανής χύτευσης με έγχυση.
Τυπικό μέγεθος μούχλα κουτιού κύκλου εργασιών:
Απαιτήσεις προτύπου: 800 × 600mm (μικρό) έως 1500 × 1200mm (μεγάλο)
Πάχος μούχλας: 400-800 mm (πρέπει να ταιριάζει με τον χώρο μούχλα της μηχανής χύτευσης με έγχυση)
(2) Χώρος ταξιδιού και εξώθησης μούχλας
- Διαδρομή ανοίγματος μούχλας: Πρέπει να είναι μεγαλύτερο από το ύψος του πλαισίου κύκλου εργασιών × 2 + απόσταση ασφαλείας (50-100 mm).
Για παράδειγμα: ύψος πλαισίου κύκλου εργασιών 300mm → διαδρομή ανοίγματος μεγαλύτερη ή ίση με 300 × 2 + 50=650 mm.
- εγκεφαλικό επεισόδιο εξώθησης: Βεβαιωθείτε ότι η ράβδος εκτοξευτήρα μπορεί να σπρώξει πλήρως το προϊόν (το πλαίσιο κύκλου εργασιών βαθιάς κοιλότητας πρέπει να είναι μεγαλύτερο ή ίσο με 100mm).
3. Άλλοι βασικοί παράγοντες
(1) Οι ιδιότητες υλικού ταιριάζουν
-Παραγωγή θερμοκρασίας: Η θερμοκρασία επεξεργασίας PP είναι περίπου 200-280 βαθμός, το HDPE είναι περίπου 180-260 βαθμός, είναι απαραίτητο να διασφαλιστεί η ακρίβεια ελέγχου της θερμοκρασίας της μηχανής χύτευσης με έγχυση.
- Αναλογία συμπίεσης βιδών: PP/HDPE Συνιστώμενη αναλογία συμπίεσης 2. 5-3.
(2) Βελτιστοποίηση κύκλου παραγωγής
- Ταχύτητα έγχυσης: Τα μεγάλα κιβώτια κύκλου εργασιών απαιτούν υψηλή ταχύτητα έγχυσης (μεγαλύτερη ή ίση με 80% πλήρες ρυθμό πυρκαγιάς) για τη μείωση του χρόνου πλήρωσης.
-Απαιτήσεις εξοικονόμησης ενέργειας: Η μηχανή χύτευσης με σερβοκινητήρα ή η μηχανή χύτευσης με έγχυση μπορεί να μειώσει την κατανάλωση ενέργειας (κατάλληλη για μαζική παραγωγή).
(3) Ειδικές λειτουργικές απαιτήσεις
- Ένεση πολλαπλών σταδίων: Υποστήριξη τμηματοποιημένο έλεγχο της πλήρωσης και της διατήρησης πίεσης για τη βελτίωση της συρρίκνωσης σε περιοχές με παχύ τοίχο.
-Συτική λειτουργία έλξης: Εάν το πλαίσιο κύκλου εργασιών έχει πλευρικές τρύπες ή αντίστροφη πόρπη, επιλέξτε το μοντέλο με υδραυλικό κύλινδρο.
4. Διαδικασία επιλογής
Α. Υπολογίστε τη δύναμη κλειδώματος και τον όγκο έγχυσης (διαλογή παραμέτρων πυρήνα).
Β. Ελέγξτε το μέγεθος της εγκατάστασης του καλουπιού (πρότυπο, πάχος μούχλας, διαδρομή μούχλας).
Γ. Απαιτήσεις διαδικασίας υλικού αντιστοίχισης (θερμοκρασία βαρέλι, τύπος βιδωτή).
Ε. Αξιολόγηση πρόσθετων χαρακτηριστικών (διεπαφή αυτοματισμού, διαμόρφωση εξοικονόμησης ενέργειας).
F. Εξοπλισμός επαλήθευσης και σταθερότητα (Haitian, Zhenxiong, Engel και άλλες μάρκες διαφορά τιμής).
5. Τυπική σύσταση μοντέλου (πάρτε το πλαίσιο κύκλου εργασιών PP ως παράδειγμα)
| Μέγεθος πλαισίου κύκλου εργασιών|Δύναμη κλειδώματος μούχλας|Ποσότητα έγχυσης|Συνιστώμενο μοντέλο |
| 300 × 200 × 150mm|60-80 τόνοι|800-1200 g|Η Αϊτή MA1600/II |
| 500 × 400 × 300mm|120-150 τόνοι|2500-3500 g|Zhenxiong JM128MK-III |
| 800 × 600 × 400mm|300-400 τόνοι|6000-8000 g|Engel Victory 370 |
- Επαλήθευση της πραγματικής δοκιμής: Μετά τον θεωρητικό υπολογισμό, οι παράμετροι πρέπει να ρυθμιστούν μέσω της λειτουργίας δοκιμής (όπως η μείωση της δύναμης σύσφιξης μπορεί να επιτευχθεί με τη βελτιστοποίηση του σχεδιασμού της πύλης).
- Δεσμευμένος χώρος αναβάθμισης: Επιλέξτε ελαφρώς μεγαλύτερα μοντέλα για να προσαρμοστείτε στις μελλοντικές τροποποιήσεις μούχλας.
- Κόστος κατανάλωσης και συντήρησης ενέργειας: Η μηχανή χύτευσης με έγχυση πλήρους κινητήρα έχει υψηλή ακρίβεια αλλά δαπανηρή τιμή, ο υδραυλικός τύπος είναι πιο οικονομικά αποδοτικός.
Μέσα από την παραπάνω μέθοδο, μπορεί να εξασφαλίσει την αποτελεσματική αντιστοίχιση της μηχανής χύτευσης με έγχυση και του καλούπι του κιβωτίου κύκλου εργασιών, λαμβάνοντας υπόψη την αποτελεσματικότητα της παραγωγής και τον έλεγχο του κόστους.
Πακέτο &. Διανομή

Τα σχόλια των πελατών






